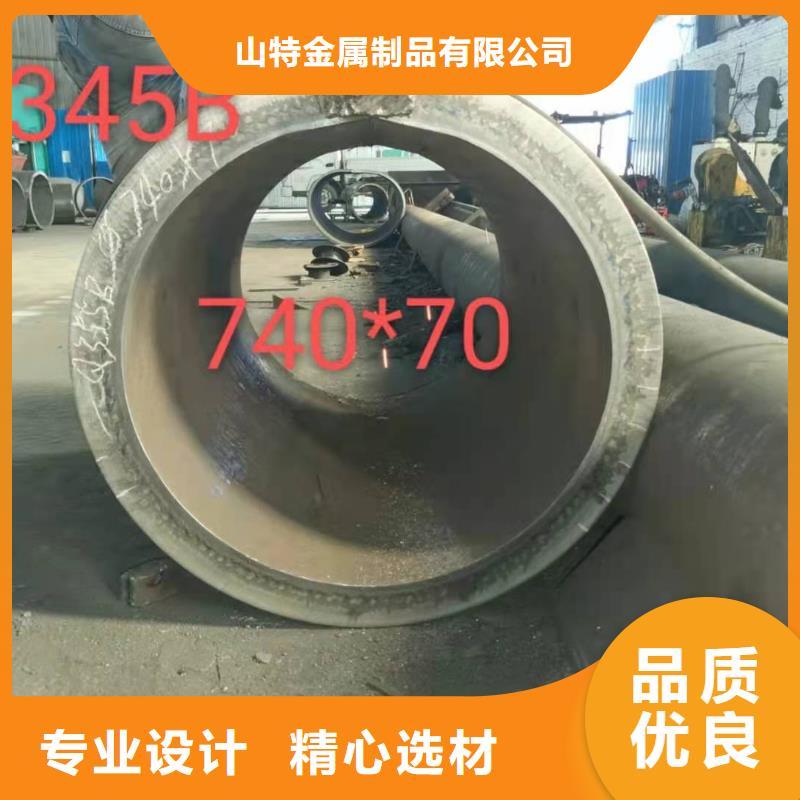


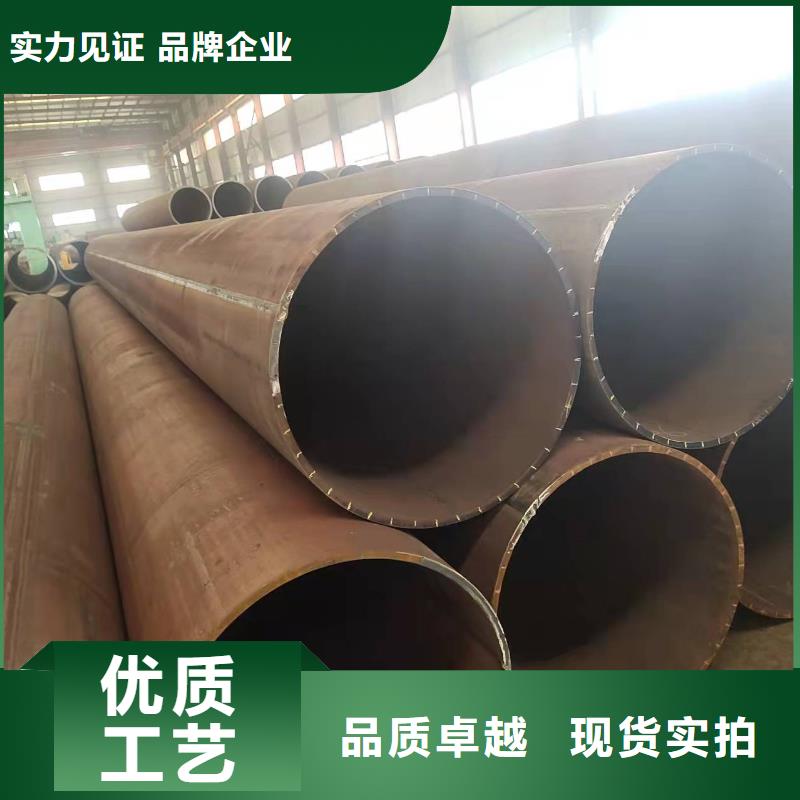




大口径钢板卷管、厚壁卷管、大口径厚壁卷管加工工艺流程图
:材料检查
检查材料质量合格证明书、标识及检验报告是否符合现行有关标准及规范的要求。钢板厚度及允许偏差是否符合产品标准的要求。钢材外观质量是否符合 现行有关标准的规定,当钢材表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于钢材厚度允许偏差值的12;钢材表面的锈蚀等级应符合现行 标准涂装前钢材表面锈蚀等级和除锈等级GB8923规定的C级及C级以上;钢材端边或断口处不应有分层、夹渣等缺陷。
公制焊管:规格用无缝管形式,用外径*壁厚毫米表示的焊接钢管,用普通碳素钢、优质碳素钢或普能低合金钢的热带、冷带焊接,或用热带焊接后再经冷拨方法制成。公制焊管分普能和薄壁、普通用作结构件,如传动轴,或输送流体,薄壁用来生产家具、灯具等,要保证钢管强度和弯曲试验。
钢板卷管托辊管:用于带式输送机托辊电焊钢管,一般用Q215、Q235A、B钢及20钢制造,直径63.5-219.0mm。对管弯曲度、端面要与中心线垂直、椭圆度有一定要求,一般进行水压和压扁试验。
钢板卷管管节的卷制
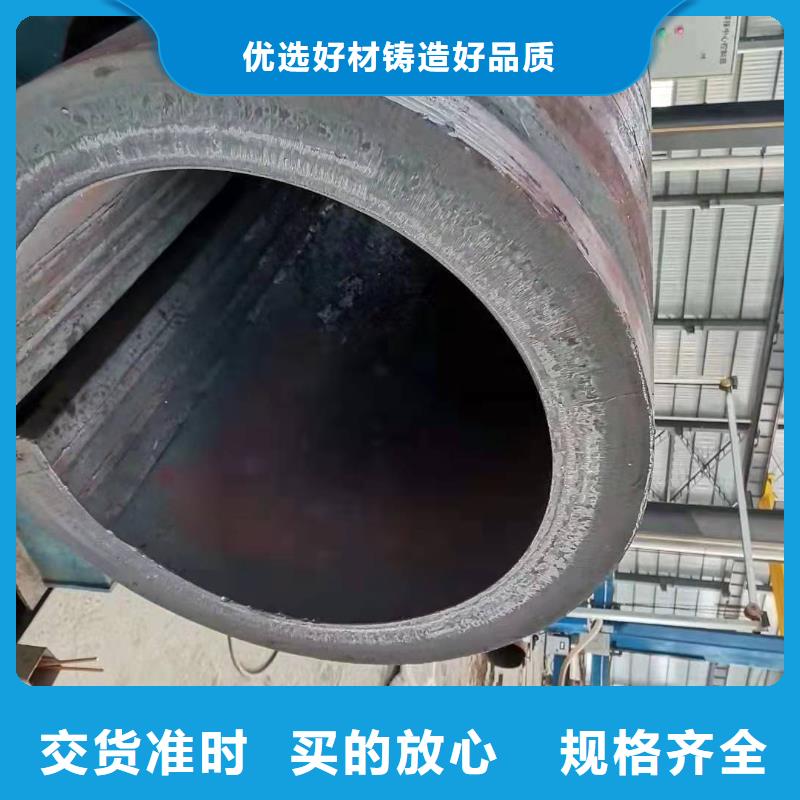
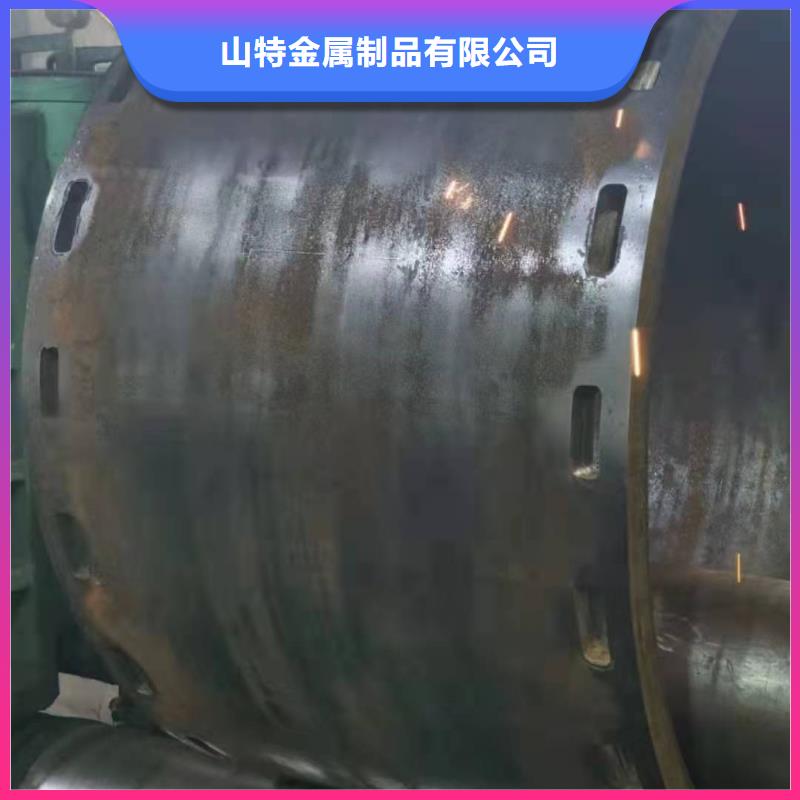
在卷管加工过程中,应防止板材表面损伤。对有严重伤痕的部位必须进行修磨,使其圆滑过渡,且修磨处的壁厚不得小于设计壁厚。钢板卷管采用一次性成型工艺,卷制时,先将钢板两头压弯,直径应小于卷管直径。然后调整滚床压力,分二到三次卷制钢管。将卷好的管节点焊加固,御下滚床后运往焊接平台施焊。对焊接完的管节进行第二次滚圆,卷管的校圆样板的弧长应为管子周长的1/6~1/4;样板与管内壁的不贴合间隙应符合下列规定:
1对接纵缝不得大于壁厚的10%加2mm,且不得大于3mm。
2离管端200mm的对接纵缝处不得大于2mm。
3其他部位不得大于1mm。
4卷管端面与中心线的垂直偏差不得大于管子外径的1%,且不得大于3mm。平直度偏差不得大于1mm/m。
5焊缝不能双面成型的卷管,当公称直径大于或等于600mm时,宜在管内进行封底焊。
保护气氛的影响
采用液氨分解气体为保护气氛、液氨在400℃以上将发生如下分解反应。2NH3→3H2+N2qing气为还原气体,在一定条件下可以使某些金属还原,dan气为中性气体。以液氨分解气氛为保护气体,可使卷管表面白亮光滑,因而是经济、理想的保护气体。
固溶处理温度
固溶处理温度是固液处理工艺重要的参数之一,过高或过低都将会直接影响卷管的质量,温度过高钢板卷管组织粗化,性能下降,温度过低固溶不完全,应力不彻底,选用1080℃?10℃,并进行适当保温,碳化物得到充分溶解。
4.冷却速度